Когазаваряване на неръждаема стомана, производителността на електрода трябва да съответства на предназначението на неръждаемата стомана.Електродът от неръждаема стомана трябва да бъде избран според основния метал и работните условия (включително работна температура, контактна среда и т.н.).
Използват се четири вида неръждаема стомана, както и легиращи елементи
Неръждаемата стомана може да бъде разделена на четири типа: аустенитна, мартензитна, феритна и двуфазна неръждаема стомана, както е показано в таблица 1.
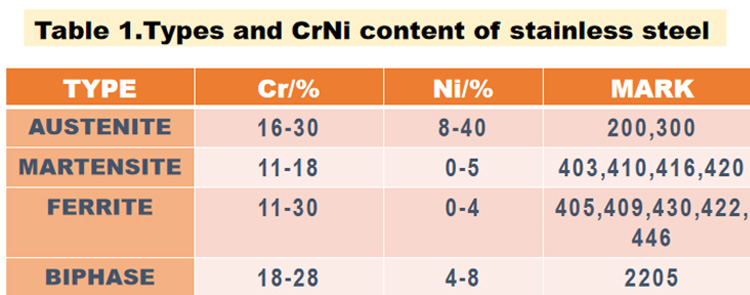
Това се основава на металографската структура на неръждаема стомана при стайна температура.Когато меката стомана се нагрее до1550 г°F, структурата се променя от феритна фаза при стайна температура към аустенитна фаза.При охлаждане структурата от мека стомана се превръща обратно във ферит.Аустенитните структури, налични при високи температури, са немагнитни и имат по-малка якост и издръжливост от феритните структури при стайна температура.
Как да изберем правилния материал за заваряване на неръждаема стомана?
Ако основният материал е идентичен, първото правило е „съвпадение на основния материал“.Например, изберете материала за заваряване310 or 316неръждаема стомана.
За заваряване на различни материали се следва критерият за избор на основен материал с високо съдържание на легиращи елементи.Например, ако е заварена неръждаема стомана 304 или 316, изберете тип316.
Но има и много хора, които не следват принципа на „съответстващ основен материал“ при специални обстоятелства, тогава е необходимо да се „консултирате с таблицата за избор на заваръчен материал“.Например тип304неръждаемата стомана е най-често срещаният неблагороден метал, но няма тип304електрод.
Ако заваръчният материал съвпада с основния материал, как да изберем заваръчния материал за заваряване304неръждаема стомана?
При заваряване304неръждаема стомана, използвайте тип308заваръчен материал, защото допълнителните елементи в308неръждаемата стомана може по-добре да стабилизира зоната на заваряване.
308L също е приемлив вариант.L означава ниско въглеродно съдържание,3XXL съдържание на въглерод от неръждаема стомана ≤0,03% и стандарта3XXнеръждаемата стомана може да съдържа до0,08%въглеродно съдържание.
Тъй като L-образното заваряване принадлежи към същия тип класификация като не-L-образното заваряване, производителите трябва да обърнат специално внимание на използването на L-образно заваряване, тъй като ниското съдържание на въглерод намалява склонността към междукристална корозия (вижте Фигура 1).

Как да заварявам неръждаема стомана и въглеродна стомана?
За да се намалят разходите, някои конструкции заваряват слой за устойчивост на корозия към повърхността на въглеродната стомана.Когато заварявате основен материал без легиращи елементи с основен материал с легиращи елементи, използвайте заваръчен материал с по-високо легиращо съдържание, за да балансирате степента на разреждане в заваръчния шев.
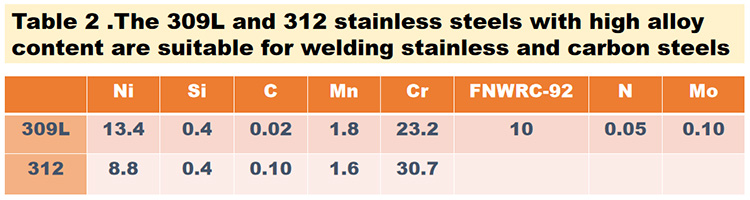
При заваряване на въглеродна стомана с304 or 316неръждаема стомана и друга различна неръждаема стомана (виж таблица 2),309L заваръчен материалтрябва да се има предвид в повечето случаи.Ако искате да получите по-високо съдържание на Cr, изберете тип312.
Каква е подходящата операция за почистване преди заваряване?
Когато заварявате с други материали, първо отстранете маслото, следите и праха с разтворител без съдържание на хлор.В допълнение, първото нещо, на което трябва да обърнете внимание при заваряване на неръждаема стомана, е да избегнете замърсяването с въглеродна стомана и да повлияете на устойчивостта на корозия.Някои компании съхраняват отделно неръждаема стомана и въглеродна стомана, за да избегнат кръстосано замърсяване.Използвайте специални шлифовъчни дискове и четки за неръждаема стомана, когато почиствате зоната около жлеба.Понякога ставата трябва да се почисти втори път.Тъй като операцията за компенсация на електрода при заваряване на неръждаема стомана е по-трудна от тази при заваряване на въглеродна стомана, почистването на фугите е много важно.

Време на публикуване: 9 май 2023 г