Процесът на заваряване под флюс е най-идеалният избор във важните области на приложение на тръбопроводи, съдове под налягане и резервоари, производство на коловози и голямо строителство.Има най-простата единична телена форма, двойна телена структура, серийна двойна телена структура и многожична структура.
Процесът на заваряване под флюс може да бъде от полза за потребителите в много заваръчни приложения, от повишена производителност до подобрени условия на работа до постоянно качество и други.Предприятията за производство на метали, които обмислят да направят промени в процеса на заваряване под флюс, трябва да помислят за многото предимства, които могат да бъдат получени от този процес.
Основни познания за електродъгово заваряване под флюс
Процесът на заваряване под флюс е подходящ за тежки промишлени изисквания за приложение на тръбопроводи, съдове под налягане и резервоари, конструкция на локомотиви, тежко строителство/изкопни работи.Идеален за индустрии, изискващи висока производителност, особено тези, включващи заваряване на много дебели материали, които могат да извлекат голяма полза от процеса на заваряване под флюс.
Неговата висока скорост на отлагане и скорост на движение могат да окажат значително влияние върху производителността, ефективността и производствените разходи на работниците, което е едно от ключовите предимства на процеса на заваряване под флюс.
Допълнителните предимства включват: заварки с отличен химичен състав и механични свойства, минимална видимост на дъгата и нисък дим при заваряване, подобрен комфорт на работната среда и добра форма на заварка и линия на пръстите.
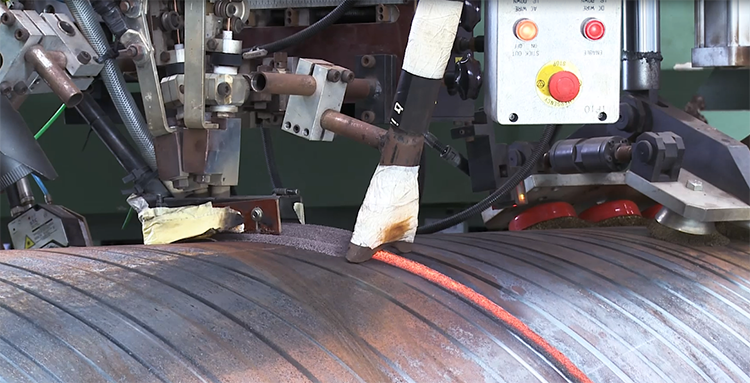
Заваряването под флюс е механизъм за подаване на тел, който използва гранулиран флюс за отделяне на дъгата от въздуха.Както подсказва името, дъгата е заровена във флюса, което означава, че когато параметрите са зададени, дъгата е невидима с потока на следващ слой флюс.
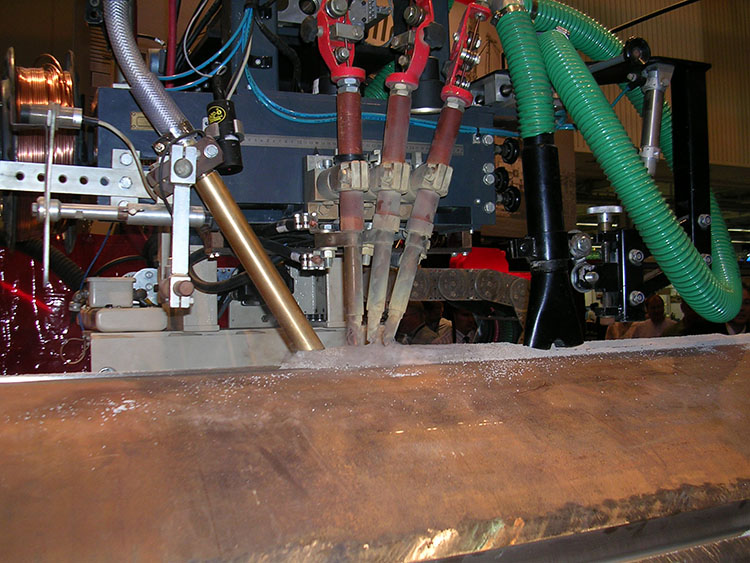
Телта се подава непрекъснато от горелка, движеща се по заваръчния шев.Дъговото нагряване разтопява част от телта, част от флюса и основния материал, за да образува разтопен басейн, който кондензира, за да образува заваръчен шев, покрит със слой от заваръчна шлака.
Диапазонът на дебелината на заваръчния материал е 1/16 „-3/4″, което може да бъде 100% проникващо заваряване чрез еднопроходно заваряване, ако дебелината на стената не е ограничена, може да бъде многопроходно заваряване и да се извърши подходящо избор на предварителна обработка на заваръчния шев и изберете подходящата комбинация от поток от тел.
Избор на поток и тел
Изборът на правилния флюс и тел за конкретен процес на заваряване под флюс е от решаващо значение за постигане на най-добри резултати с този процес.Въпреки че самият процес на заваряване под флюс е ефективен, производителността и ефективността могат да бъдат увеличени дори въз основа на използваната тел и флюс.
Флюсът не само предпазва заваръчната вана, но също така допринася за подобряване на механичните свойства и производителността на заваръчния шев.Формулировката на флюса оказва огромно влияние върху тези фактори, засягайки капацитета на тока и отделянето на шлака.Товароносимостта на тока означава, че може да се получи най-високата възможна ефективност на напластяване и висококачествен профил на заваръчния шев.
Отделянето на шлака от конкретен флюс влияе върху избора на флюс, тъй като някои флюси са по-подходящи за някои конструкции на заваряване от други.
Опциите за избор на поток за заваряване под флюс включват активни и неутрални видове заваряване.Основна разлика е, че активният флюс променя химията на заваръчния шев, докато неутралния флюс не го прави.
Активният поток се характеризира с включване на силиций и манган.Тези елементи спомагат за поддържане на якостта на опън на заваръчния шев при високо подаване на топлина, помагат на заваръчния шев да остане гладък при високи скорости на движение и осигуряват добро отделяне на шлака.
Като цяло, активният флюс може да помогне за намаляване на риска от лошо качество на заваряване, както и скъпо почистване и преработване след заваряване.
Имайте предвид обаче, че активният флюс обикновено е най-подходящ за заваряване с едно или двойно заваряване.Неутралните флюсове са по-добри за големи многопроходни заварки, защото помагат да се избегне образуването на крехки, чувствителни към пукнатини заварки.
Има много варианти на тел за електродъгово заваряване под флюс, всяка от които има предимства и недостатъци.Някои телове са формулирани за заваряване при по-високи входящи топлинни мощности, докато други са специално проектирани да имат сплави, които помагат на флюса да почиства заваръчния шев.

Имайте предвид, че химичните свойства на телта и взаимодействието на входящата топлина могат да повлияят на механичните свойства на заваръчния шев.Производителността също може да бъде значително подобрена чрез избор на метал за пълнене.
Например, използването на тел с метална сърцевина с процес на заваряване под флюс може да повиши ефективността на отлагане с 15 до 30 процента в сравнение с използването на твърда тел, като същевременно осигурява по-широк, по-плитък профил на проникване.
Благодарение на високата си скорост на движение, телта с метална сърцевина също намалява входящата топлина, за да сведе до минимум риска от изкривяване и изгаряне при заваряване.Когато се съмнявате, консултирайте се с производителя на добавъчния метал, за да определите кои комбинации от тел и флюс са най-добри за конкретно приложение.
Време на публикуване: 27 юни 2023 г