Заваръчният електрод е a металпръчка, която се стопява и пълни в съединението на заваръчния детайл по време на газово заваряване или електрическо заваряване. Материалът на електрода обикновено е същият като материала на детайла.
Тук стигаме до разбирането как със заваръчния електрод се състои от:
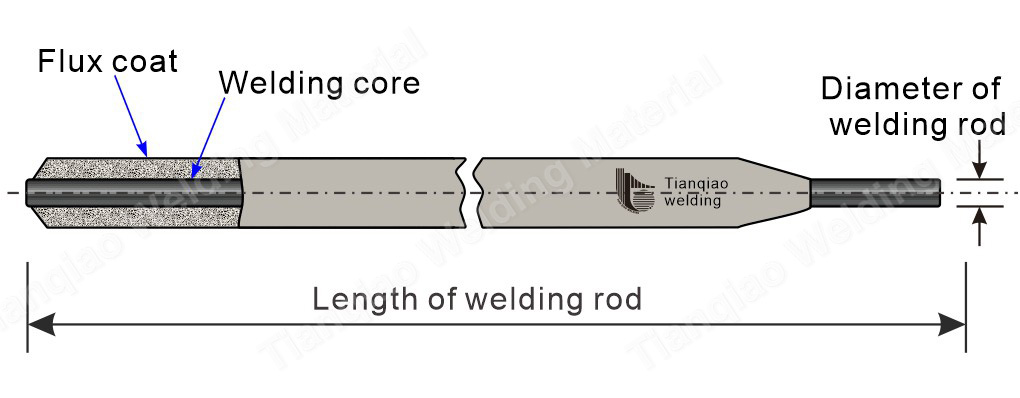
Фигура 1 Структура на заваръчния електрод Tianqiao
Заваръчният електрод е топящ се електрод, покрит с покритие за дъгово заваряване на заваръчния прът. Състои се от покритие и заваръчна сърцевина.
Металната сърцевина, покрита с покритието в заваръчния прът, се нарича заваръчна сърцевина. Заваръчната сърцевина обикновено е стоманена тел с определена дължина и диаметър.

Фигура 2 Ядро на заваръчния електрод Tianqiao
Две функции на ядрото
1. Провеждане на заваръчен ток и генериране на дъга за преобразуване на електрическата енергия в топлина.
2. Самата заваръчна сърцевина се топи като допълнителен метал и се слива с течния неблагороден метал, за да образува заварка. При заваряване с електрод основният метал заема част от целия заваръчен метал. Следователно химичният състав на заваръчната сърцевина влияе пряко върху качеството на заваръчния шев. Следователно стоманената тел, използвана като сърцевина на електрода, има марката и състава, посочени отделно.
Покритие на електродаотнася се за покриващия слой, нанесен върху повърхността на заваръчната сърцевина. Покритието се разлага и топи в процеса на заваряване, за да образува газ и шлака, които играят роля в механичната защита, металургичната обработка и подобряването на производителността на процеса.

Фигура 3 Покритие на заваръчния електрод Tianqiao
Съставът на покритието включва: минерали (като мрамор, флуороспар и др.), Феросплави и метални прахове (като фероманган, феро-титан и др.), Органични вещества (като дървесно брашно, целулоза и др.), химически продукти (като титанов диоксид, водно стъкло и др.). Покритието на електрода е важен фактор за определяне на качеството на заваръчните шевове.
Основни функции на покритието в процеса на заваряване
1. Подобрете стабилността на дъговото горене:
Електродът без покритие не е лесен за запалване на дъгата. Дори и да се запали, той не може да гори стабилно.
2. Защитете заваръчната вана:
По време на процеса на заваряване кислородът, азотът и водната пара във въздуха проникват в заваръчния шев, което ще има неблагоприятен ефект върху заваръчния шев. Не само образуването на пори, но също така намалява механичните свойства на заварката и дори причинява пукнатини. След разтопяването на електродното покритие се генерира голямо количество газ, покриващ дъгата и разтопения басейн, което ще намали взаимодействието между разтопения метал и въздуха. Когато заварката се охлади, разтопеното покритие образува слой от шлака, който покрива повърхността на заваръчния шев, предпазва заварения метал и го охлажда бавно, намалявайки възможността за порьозност.
Трето, за да се гарантира, че заварката е дезоксидирана и десулфурирана и фосфорни примеси
Въпреки че по време на процеса на заваряване се извършва защита, все още е неизбежно малко количество кислород да влезе в разтопения басейн, за да окисли металните и легираните елементи, да изгори елементите на сплавта и да намали качеството на заваръчния шев. Следователно е необходимо да се добави редуциращ агент (като манган, силиций, титан, алуминий и др.) Към покритието на електрода, за да се намалят оксидите, които са влезли в разтопения басейн.
4. Допълнете легиращи елементи за заваряване:
Поради високотемпературния ефект на дъгата, легиращите елементи на заварения метал ще се изпарят и изгорят, което ще намали механичните свойства на заваръчния шев. Следователно е необходимо да се добавят подходящи легиращи елементи към заваръчния шев през покритието, за да се компенсира загубата на изгаряне на легираните елементи и да се гарантират или подобрят механичните свойства на заваръчния шев. За заваряване на някои легирани стомани е необходимо също да се проникне сплавта в заваръчния шев през покритието, така че завареният метал да може да бъде близо до състава на метала на неблагородния метал, а механичните свойства да наваксат или дори да надвишават неблагородния метал.
5. Подобрете производителността на заваряване и намалете пръскането:
Покритието на електрода има ефект на увеличаване на капчицата и намаляване на пръскането. Точката на топене на електродното покритие е малко по -ниска от точката на заваряване на сърцевината. Въпреки това, тъй като заваръчната сърцевина е в центъра на дъгата и температурата е относително висока, заваръчната сърцевина първо се стопява, а покритието се топи малко по -късно. В същото време, тъй като загубата на метал, причинена от пръски, се намалява, коефициентът на отлагане се увеличава и производителността на заваряване също се подобрява.
Съставът на заваръчния електрод Свързано видео:
Що се отнася до агресивните ценови диапазони, ние вярваме, че ще търсите навсякъде за всичко, което може да ни победи. Лесно можем да заявим с абсолютна сигурност, че за такова високо качество на такива ценови диапазони сме най-ниските6013 Заваръчна пръчка , Заваръчна машина Мангалам , Заваръчен електрод с твърда облицовка, Нашата мисия е „Предоставяне на продукти с надеждно качество и разумни цени“. Приветстваме клиенти от всички краища на света да се свържат с нас за бъдещи бизнес отношения и постигане на взаимен успех!