-

Има три вида подводно заваряване: сух метод, мокър метод и частично сух метод.Сухо заваряване Това е метод, при който се използва голяма въздушна камера за покриване на заваръчния шев, а заварчикът извършва заваряване във въздушната камера.Тъй като заваряването се извършва в суха газова фаза, неговата безопасност е...Прочетете още»
-

В процеса на заваряване има много въпроси, които изискват внимание.Веднъж пренебрегнат, може да е голяма грешка.Това са точките, на които трябва да обърнете внимание, ако проверявате процеса на заваряване.Ако имате проблеми с качеството на заваряване, все пак трябва да обърнете внимание на тези проблеми!1. Заваряване кон...Прочетете още»
-
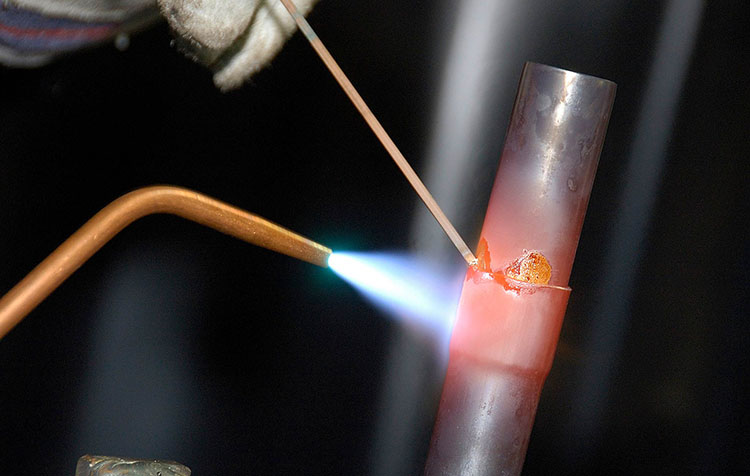
Източникът на енергия при спояване може да бъде топлина от химическа реакция или индиректна топлинна енергия.Той използва метал с точка на топене, по-ниска от тази на материала, който ще бъде заварен като спойка.След нагряване спойката се топи и капилярното действие избутва спойката в пролуката между контактната повърхност...Прочетете още»
-

Точка на знания 1: Влияещи фактори и контрамерки върху качеството на процеса на заваряване Качеството на процеса се отнася до степента на гарантиране на качеството на продукта в процеса на производство.С други думи, качеството на продукта се основава на качеството на процеса и той трябва да има отлични пр...Прочетете още»
-

1. Намалете концентрацията на напрежение Точката на концентрация на напрежението на източника на пукнатини от умора върху заварената връзка и конструкцията и всички средства за елиминиране или намаляване на концентрацията на напрежение могат да подобрят якостта на умора на конструкцията.(1) Приемете разумна структурна форма ① Челните съединения са пр...Прочетете още»
-

Процесът на заваряване под флюс е най-идеалният избор във важните области на приложение на тръбопроводи, съдове под налягане и резервоари, производство на коловози и голямо строителство.Има най-простата единична телена форма, двойна телена структура, серийна двойна телена структура и многожична структура....Прочетете още»
-
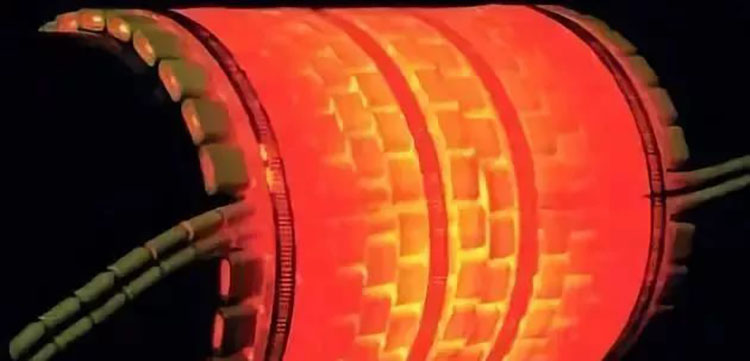
Остатъчното напрежение при заваряване се причинява от неравномерното разпределение на температурата на заваръчния шев, причинено от заваряването, термичното разширение и свиване на заваръчния метал и т.н., така че заваръчната конструкция неизбежно ще доведе до остатъчно напрежение.Най-често срещаният метод за премахване на остатъчното напрежение в...Прочетете още»
-

1. Принципът на приоритет на електродъгово заваряване с електроди За монтаж и заваряване на тръбопроводи, чийто диаметър не е твърде голям (като под 610 mm) и дължината на тръбопровода не е много дълга (като под 100 km), електродъговото заваряване трябва да се счита за първи избор.в...Прочетете още»
-

1. Как да заварявам мека стомана?Нисковъглеродната стомана има ниско съдържание на въглерод и добра пластичност и може да бъде приготвена в различни форми на съединения и компоненти.В процеса на заваряване не е лесно да се произведе закалена структура и тенденцията за образуване на пукнатини също е малка.В същото време е...Прочетете още»
-

Ⅰ.Стартиране 1. Включете превключвателя на захранването на предния панел и го поставете в положение “ON”.Индикаторът за захранване свети.Вентилаторът вътре в машината започва да се върти.2. Превключвателят за избор е разделен на заваряване с аргонова дъга и ръчно заваряване.Ⅱ.Заваряване с аргонова дъга...Прочетете още»